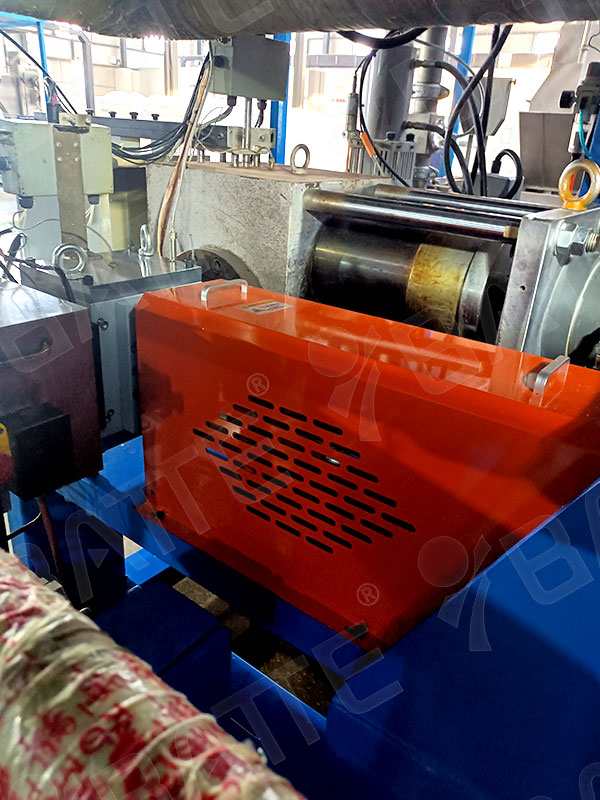
Dual-Column Hydraulic Screen Changer for PE Modified Masterbatch
The Dual-Column Hydraulic Screen Changer for PE Modified Masterbatch features a dual-channel, dual-station design enabling non-stop online screen changes. Its core value lies in efficient impurity filtration, stable melt pressure, and ensuring continuous masterbatch production with uniform performance. It accommodates HDPE/LDPE/LLDPE modification scenarios including filled, color masterbatch, and functional masterbatch applications, particularly suited for high-filling (≤60%) and high-capacity production conditions.
Core Selection Parameters (PE Modified Masterbatch Compatibility)
|
Parameter |
Recommended Range |
Selection Key Points |
|
Operating Temperature |
≤350℃ |
PE degradation temperature approx. 300℃, reserve 50℃ safety margin, temperature control accuracy ±1℃, electric heating / thermal fluid heating |
|
Operating Pressure |
Inlet: 0.5~3 MPa; Outlet ≤35 MPa;
Max. differential pressure ≤20 MPa |
Match extruder → screen changer → melt pump → die head pressure loss, reserve 10~20% margin |
|
Filter Area |
Circular Φ50~Φ150 mm; Square/
Curved matched to production capacity |
Larger capacity and higher impurity levels require larger filter area to extend screen change cycles |
|
Mesh Count |
80–150 mesh (standard masterbatch);
150–200 mesh (color masterbatch / functional masterbatch) |
Prevents leakage of fillers (calcium carbonate, glass fiber) while balancing throughput and filtration efficiency |
|
Material & Sealing |
Main body /
Cylinder: H13 nitrided steel or
duplex stainless steel; Rigid face seal |
Wear-resistant and corrosion-resistant, suitable for high-filler wear conditions, prevents melt leakage |
|
Hydraulic System |
Pressure: 10~20 MPa,
Response time ≤0.5 s |
Rapid cylinder switching, maintains pressure fluctuation within ±5% during screen changes |
Key Structure, Functionality, and Installation Considerations
Core Structure and Advantages
Dual-channel dual-station: Alternating operation of dual columns enables simultaneous production and screen changing without downtime or material interruption, significantly boosting output.
Feed material venting system: Pre-filling and venting before screen change reduces bubbles and pressure fluctuations, ensuring stable masterbatch quality.
Optimized Flow Path: Eliminates dead zones and stagnant flow, minimizing PE melt degradation and retention risks.
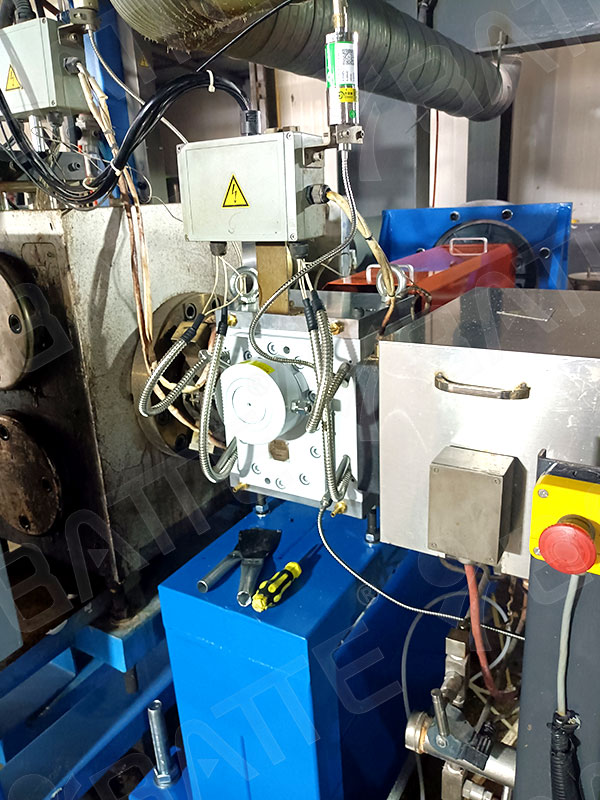
Installation and Compatibility
Positioning: Extruder → Screen Changer → Melt Pump → Die. Prioritize installing a coarse pre-filter (80–100 mesh) before the pump inlet to prevent large impurities from causing jams.
Connection: Flange sealing with mirror-polished flow channel inner walls (Ra ≤ 0.4 μm) to reduce melt resistance and shear heat.
Control: PLC+HMI automated control system supporting differential pressure alarms, automatic screen changes, and compatibility with loss-in-weight feeding closed-loop systems.
Maintenance and Common Faults
Screen Change Interval: Set based on differential pressure (recommended ≤2 MPa) or production capacity; shorten intervals for high-filler/recycled materials.
Shutdown Maintenance: Clean machine with clean PE to prevent filler residue from wearing seal surfaces.
Common Faults: Significant pressure fluctuations (check venting/screen clogging), leakage (replace seals), switching hesitation (inspect hydraulic system or foreign objects).
Email: sale@meltpump.com
WhatsApp: +86 158 3833 1071