How should one choose a screen changer for the production of recycled r'PE film?
In the plastic recycling industry, the reuse of recycled PE film (polyethylene film) is a critical component of the circular economy. However, recycled materials often contain a significant amount of impurities. If these impurities are not effectively filtered out, they can directly cause defects in the finished film, such as black spots, crystalline spots, and holes, or even lead to blockages in the extruder or die head. This forces frequent production line shutdowns for screen changes, severely impacting production efficiency and product quality. Furthermore, the wide variation in melt viscosity and unstable flow properties of PE recycled material further exacerbate pressure fluctuations during the extrusion process, posing significant challenges to production continuity.
Why Are the Requirements for Screen Changers So Stringent?
To select the right equipment, one must first understand the material. Whether derived from agricultural mulch film, packaging film, or consumer-grade film, the material properties of PE film recycled material present several unique challenges for melt filtration:
Complex and high levels of impurities: In addition to gel particles resulting from natural aging, the material may contain sand, dust, printing ink residues, other types of plastic (such as PP or PET labels), and even metal shavings. These impurities span a wide size range, from micron-sized pigment particles to millimeter-sized foreign objects.
Potentially inconsistent melt viscosity: Due to varied recycling sources and differing thermal histories, melt rheological properties are inconsistent, and localized pockets of high-viscosity, under-plasticized material may exist.
High demands on production continuity: Film production lines, whether blow molding or cast film, typically feature long auxiliary lines and aim for 24-hour continuous operation. Frequent shutdowns for screen changes result in significant losses from film breaks and splicing waste.
Therefore, the core mission of a screen changer used for rPE is not merely “filtration,” but also the ability to operate continuously, stably, and for extended periods under high impurity loads, while minimizing the impact of screen-changing operations on melt pressure stability.
Considering the characteristics of rPE and the film production process, the selection of a screen changer should follow the following logic:
A screen changer is mandatory: Whenever recycled material is used, a screen changer must be installed; this is a fundamental prerequisite for protecting downstream die heads and ensuring product quality.
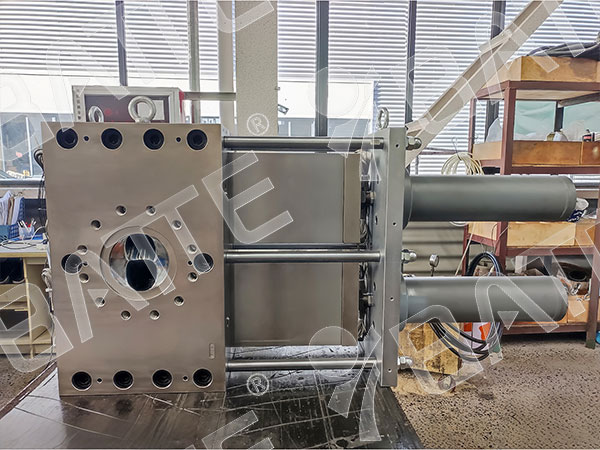
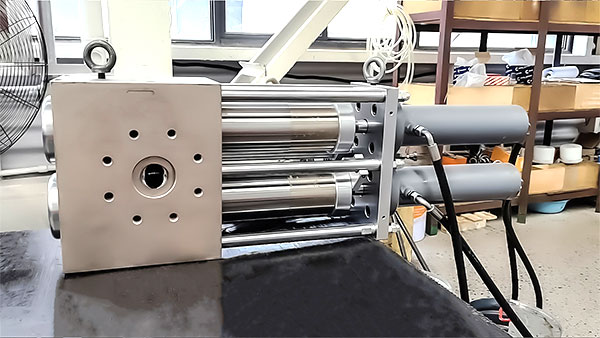
Continuous-type screen changers are the preferred choice: Given the continuity requirements of film production and high impurity loads, dual-column or dual-plate, dual-station continuous-type screen changers should be the first choice. They provide a balance of filtration efficiency, pressure stability, and operational convenience.

Key Parameter Considerations:
Filter Area: This is the core factor determining screen change frequency. Since rPE contains high levels of impurities, a sufficiently large filter area must be selected to extend the interval between screen changes. Insufficient filter area is the primary cause of “frequent screen changes.”
Pressure and Temperature Resistance: PE processing temperatures typically range from 160–220°C, and pressure downstream of the melt pump may reach 10–25 MPa. The screen changer’s design pressure must include a sufficient safety margin.
Flow Channel Design: Dead spots should be avoided to prevent melt stagnation and degradation, which can generate new black spot impurities.
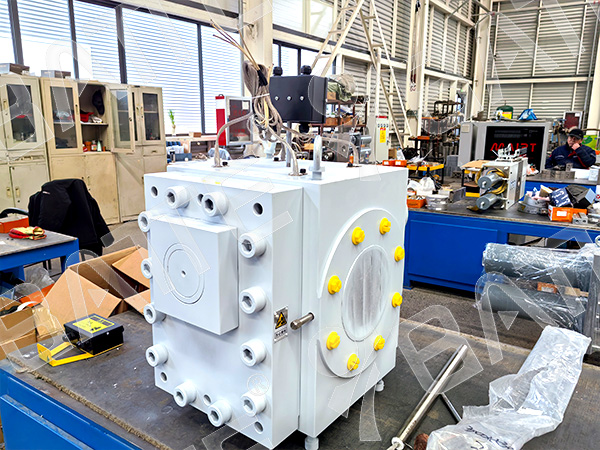
Collaborate with the melt gear pump to build a “pressure stabilization system”: This is an advanced solution for improving film quality. Install the melt gear pump downstream of the screen changer. The screen changer is responsible for intercepting impurities and protecting the gear pump, while the gear pump’s core function is precise metering and stable output pressure. It effectively isolates the die head from any pressure disturbances caused by screen changer switching or feed fluctuations upstream, providing absolutely stable pressure—a key factor in achieving stable melt pressure and uniform film thickness. Wohua’s melt gear pumps and screen changers are designed with this deep synergy in mind.
Email: sale@meltpump.com
WhatsApp: +86 158 3833 1071